- Home
- Solutions
- Case Studies
- New CMOS Sensor Eliminates Downtime and Waste on Production Lines
New CMOS Sensor Eliminates Downtime and Waste on Production Lines
Background
A printing company manufactures various types of materials for the gaming industry and distributes these games to a worldwide audience. This customer prints dozens of different types of cards, and deals with thousands of different colors and finishes on their printed materials.
The Problem
The customer runs a continuous web of material through their printing presses and would like to run uninterrupted for a full 24 hours per day of manufacturing time. Ideally, the only downtime they expect is a manual change of rolled material when the previous roll is exhausted.
They needed a sensor that could constantly detect presence of the material running through the press without any failures.
To make matters more difficult, they could only use a one-sided sensor and could not mount any type of sensing element underneath the web of material. Due to the variety of color and finish on their printed materials, conventional diffuse and reflective sensors had consistently failed.
Furthermore, to avoid potential mechanical damage to the sensor it would need to be located at least four inches away from the web. This eliminated other detection options that could only operate within very close proximity to the printed material. Failure of all existing sensor options had caused thousands of dollars in damaged product due to false rejects and improperly spliced material.
They were also forced to employ an operator to oversee this line in the hopes of manually preventing damaged material, adding tremendous labor cost to their operation.
The Solution
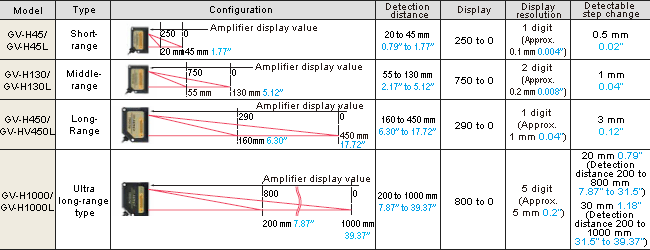
This customer’s local KEYENCE partner was aware of the previous problems with conventional reflective sensors and proposed the GV-H130 upon its release. The GV had the unique ability to detect the printed material based on the location rather than the surface color or finish. Pairing this aspect with its long-range sensing distance, the GV looked to be a perfect solution for the problem. The customer now had a “set it and forget it” approach to the sensing of their material and could eliminate damaged material as well as operator oversight on their lines.
The Results
The customer initially purchased two sets of the KEYENCE GV-H130 for further testing in their facility. The primary test runs indicated that the sensor solved their issue and would allow them to eliminate downtime and waste on their production lines.
They have since purchased and implemented this solution on 18 lines across two different manufacturing facilities. They have drastically decreased their scrap rates and have been able to eliminate damaged product due to sensor failure.
Most importantly, the customer has been able to deploy the line operator to another part of the facility where their services were in more demand and reduced labor cost of the line as a result.
Related Products
-

- Multi-Purpose CCD Laser Micrometer
IG series -
IG Series multi-purpose CCD laser micrometers provide high-precision differentiation that is unaffected by how much light the target transmits. This series uses a line-charge coupled device (L-CCD) as its light-receiving element. Instead of using received light intensity, it captures the edge of transmitted laser light, so it can perform high-accuracy, stable differentiation with 5 μm repeatability and ±0.1% linearity. This makes the IG Series capable of supporting various applications, including edge detection and positioning of clear glass, precise recognition of workpiece OD, feedback control while detecting a sheet edge, and roll gap measurement. The positioning monitor on the main unit facilitates optical-axis alignment when starting up a line and during changeovers.
- Multi-Purpose CCD Laser Micrometer
- PLEASE
CONTACT US